

圆柱形的机身概念正受到美国国家航空航天局(NASA)新概念机身结构的挑战。PRSEUS项目正在开发翼身混合体机身概念,采用了创新的缝合结构与拉挤棒加强设计,以及低成本非弯曲织物预形件固化工艺。波音在长滩工厂装配了一个四分之三缩比尺寸的多舱盒机身结构试验件,并运到NASA兰利研究中心进行组合载荷试验。对于大型运输机复合材料主结构,PRSEUS概念将显著提升结构效率、降低制造成本。
自从百年前发明家们采用铝代替木头制造飞机开始,商用飞机机身截面的基本设计就一直是圆形的。带有压力客舱的圆柱形机身能够在万米高空的稀薄空气中为飞机带来舒适、快速且相对省油的飞行,圆柱形被认为是制造这种机身的最经济方法。但是,这种圆柱形的概念正受到NASA兰利研究中心环境责任飞行组(ERA)的挑战,ERA正在探索新的机身概念,使用先进复合材料结构以减重并提升燃油效率。
翼身混合体(HWB,图1)就属于新概念之一,一种由ERA高级航空工程师定义的构型,NASA用这个术语称呼所有机翼和机身平滑连接的飞机,他们具有更平坦的机身段,外形具备更好的空气动力学特性。因此,客舱也是更像盒子一样的外形,侧壁是平坦的而不是弯曲的。自HWB概念在2011年公开后,ERA一直在开发HWB飞机上创新的缝合复合材料方法,作为生产非圆柱形压力舱的工艺。这个项目称作“拉挤棒缝合高效组合结构”(PRSEUS),目前NASA正在与波音公司合作顺利推进,PRSEUS概念源自大型运输机复合材料主结构显著提升结构效率、降低制造成本的需求。
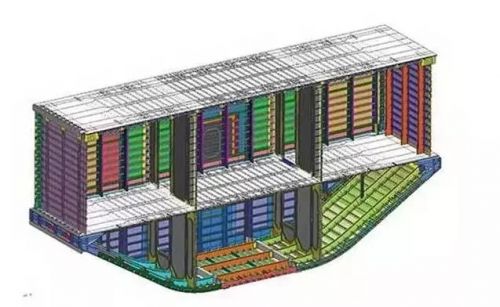
图1 翼身混合体多舱盒机身结构
一、创新的缝合结构与拉挤棒加强设计
早在上世纪90年代初,当NASA与麦道在“先进复合材料技术项目”中合作为未来商用运输机机翼开发缝合技术时,就有了PRSEUS的概念。在波音收购麦道后,项目仍然继续并主要由NASA资助。在那期间,波音制造并试验了一个12.1m长的复合材料缝合机翼。在机翼项目结束后,波音继续开发缝合结构并且在纵梁中加入了一个拉挤棒。2009年ERA成立时,选择缝合结构作为PRSEUS的主结构概念(图2)。PRSEUS概念随着一个9.14m长的机身中截面而成形,人称“多舱盒”(图1)。
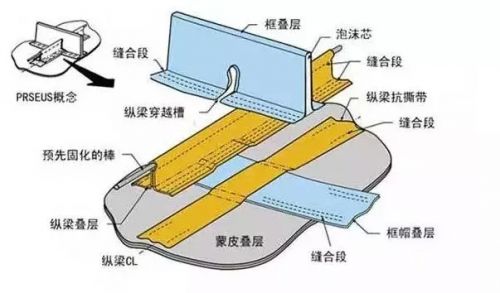
图2 拉挤棒缝合高效组合结构概念
对于PRSEUS,拉挤棒以球状加强筋的形式用来加强纵梁——机翼或机身蒙皮的纵向增强元件。球状加强筋与帽状加强筋的截面外形不同,在铝制机身中就有使用,不过,使用拉挤棒实现球状加强筋功能是PRSEUS的一个原创概念。直径9.5mm的实心拉挤棒,使用三菱人造碳纤维和复合材料公司的Grafil 34-700WD标准模量、24K碳纤维丝束,由专门为此项目开发的PUL6胺固化环氧树脂预浸。尽管棒的截面是圆形的,但每根棒在底部都是整体鱼片形的。棒通过精密钢模拉挤成型,切到6m长然后运至波音长滩工厂。波音在177°C下对它们进行2个小时的后固化,之后切到合适长度安装进用于做壁板试验的纵梁预形件。
二、低成本非弯曲织物预形件固化工艺
使用拉挤棒加强机身纵梁只是PRSEUS新型机身结构设计的一项创新,另一项是使用注射炉固化的层压材料,而不是绝大多数航空结构一直使用的常规热压罐预浸料。非弯曲干纤维织物用于制作非热压罐(OOA)主结构零件的预形件,OOA技术预计将在未来常规商用飞机主结构中使用。HTS45纤维被组合为9股的结构(±45°/0°/0°/90°/0°/0°/±45°),形成一个多轴经编/编织的非弯曲碳纤维织物,这些缝合的多轴非弯曲织物(NCF)是预形件的基材,一卷有1.4m和2.5m两种宽度。预形件由波音制成机身中央试验件壁板(图3)。

图3 3D预形件制成的中央试验件壁板
干纤维织物结构不仅由拉挤棒支撑,同时还由泡沫芯的框架组件支撑,放在由棒加强的纵梁上。芯是Rohacell WF110闭孔发泡材料,密度110 kg/m3。这些泡沫芯支撑元件还在随后最终预形件的树脂注射工艺中作为工装使用。纵梁、框、盖和蒙皮元件装配成用于各个壁板的一个净近成形的3D预形件,之后使用单侧缝合设备由机械手缝合到一起。
波音使用其可控大气压力树脂注射(CAPRI,图4)工艺,把赫式Hexflow VRM34两段胺固化环氧树脂注射到预形件结构中,这是一种真空辅助转移模塑成形(VARTM)工艺。树脂在93°C下用烘炉固化5个小时,之后去除真空袋并冷却零件,在177°C下后固化2个小时。
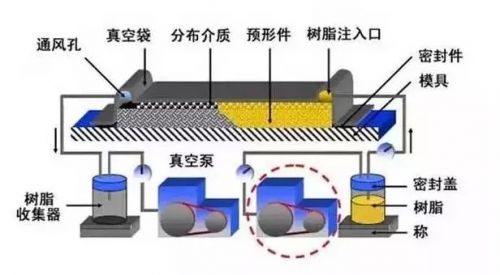
图4 可控大气压力树脂注射工艺
对比传统的预浸料复合材料制造工艺,这种方法更节省成本。首先,非热压罐工艺就消除了热压罐高昂的运行成本。其次,干纤维更容易快速铺放,消除了时间和零件尺寸约束,因为预浸料对温度敏感所以工艺窗口受限且废料成本高。由于更容易制造大型零件,使用干纤维就简化了零件的固化过程,因此减少了装配步骤和成本。此外,机械紧固件的数量和成本以及钻孔和安装紧固件的时间和成本都可以大大减少(壁板间的连接仍然需要紧固件)。最后,因孔导致的结构弱化风险可以降低。
三、项目进展
波音在长滩工厂装配了一个四分之三缩比尺寸的多舱盒(MBB)机身结构试验件。上述制造方法在制造大型、整体复合材料壁板,以及装配成多舱机身结构试验件上极为成功。2014年12月12日,这个9.14m宽、4536kg重的MBB通过NASA的“超级虹鱼”运输机运至NASA兰利研究中心。
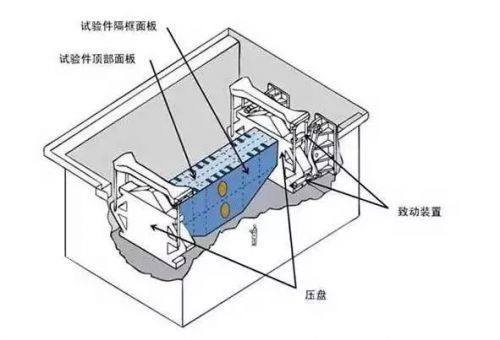
图5 试验件放置在组合载荷试验系统中
2015年3月,MBB试验件在那里安装测量仪器并且连接NASA的组合载荷试验系统(COLTS)。COLTS系统可以将机械载荷、内压力和热载荷组合,对最大长3m、2.4m的大型、弯曲壁板或者最大长13.7m、直径4.5m的模拟机身截面这样的圆柱壳结构进行试验(图5)。试验在4月启动,MBB按照FAA规范加压,并通过张力或压缩力施加弯曲载荷,同时施加压力载荷,实现飞行载荷环境。
上一篇:多地逐鹿波音737完工中心 |